


|
Détails sur le produit:
|
| Matériel: | fil d'acier | Chaîne de diamètre de fil: | φ0,45 à φ3,5 mm |
|---|---|---|---|
| Type de revêtement: | Laiton | contenu de cuivre: | 62~68% |
| poids de revêtement: | 3~8g/kg | lignes de fil: | 36, 48 ou 56 lignes |
| VD: | DV = 75 ou 95m*mm/min | Type de carburant: | NG ou LPG |
| Capacité: | 1500 tonnes/mois (basé sur le fil d'acier φ1,48 mm) | Voltage: | 380v |
| garantie: | 1 année | Grade automatique: | Automatique |
| Surligner: | Machines de galvanoplastie en laiton industriel,Machines de galvanoplastie de cuivre en fil d'acier |
||
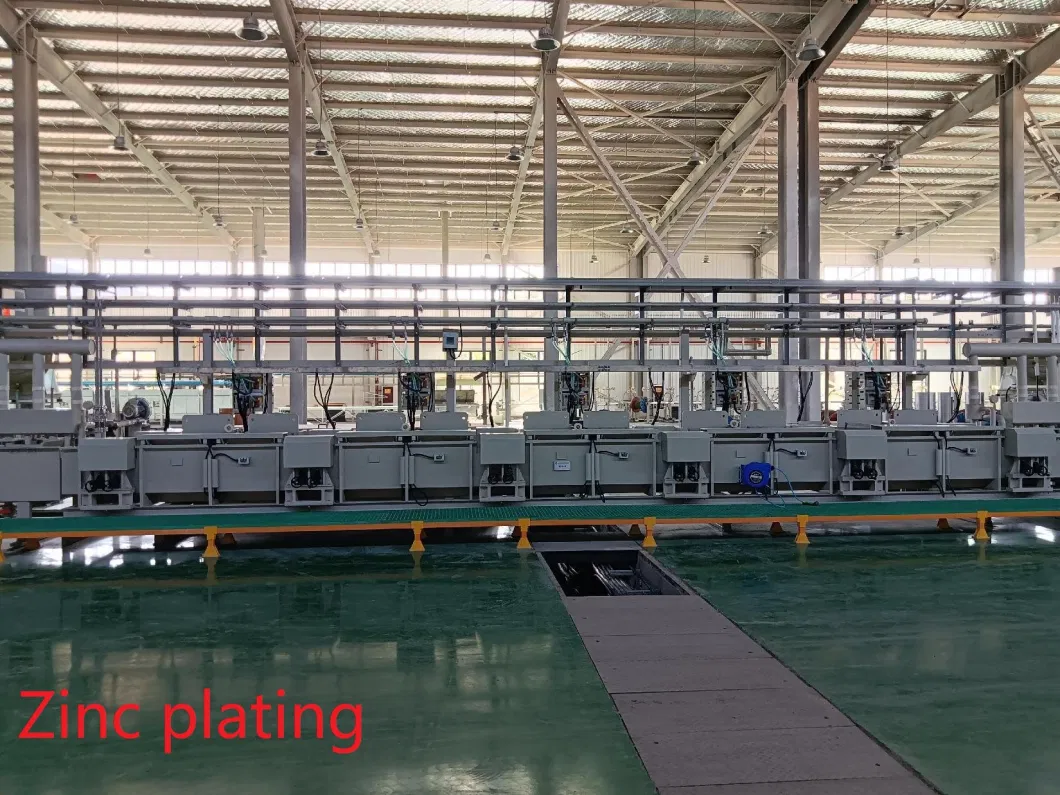
Ligne de production de galvanoplastie de laiton Machine de revêtement de laiton
1. Principaux paramètres de la ligne de production de laiton galvanisé.
| Je ne veux pas. | Nom de l'article | Spécification |
| 1 | Matériel | Fil métallique |
| 2 | Plage de diamètre du fil | φ0.45~φ3,5 mm |
| 3 | Type de revêtement | D'autres produits |
| 4 | Contenu en cuivre | 62 à 68% |
| 5 | Poids du revêtement | 3 à 8 g/kg |
| 6 | lignes de câbles | 36,48 ou 56 lignes |
| 7 | DV | DV = 75 ou 95m*mm/min ((vitesse maximale 70 ou 90m/min) |
| 8 | Type de carburant | GNL ou GPL |
| 9 | Capacité | 1500 tonnes/mois (basé sur le fil d'acier φ1,48 mm) |
2. procédé technologique de production.
Pay-off→Degreasing→Furnace→Quenching→Water cooling→Pickling→Water rinsing→Copper plating→Water rinsing→Zinc plating→Water rinsing→Hot water rinsing→MF→Phosphoric acid wash→Water rinsing→Soaping→Take-up
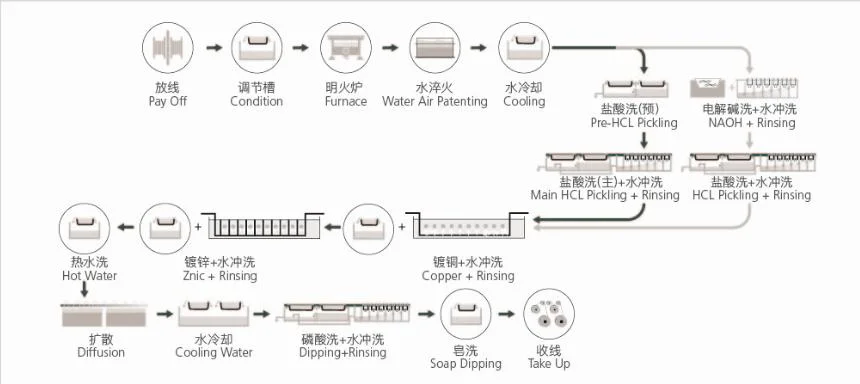
3- Introduction du processus principal.
Dégraissage: retirer la poudre de savon et le borax inégaux, et peindre une couche de poudre de savon et de borax sur la surface du fil d'acier brillant, de sorte que le revêtement de surface du fil d'acier soit plus uniforme.
Chauffure: réaliser le câble d'acier durci par déformation pour restaurer sa ductilité, et obtenir la microstructure idéale pour répondre au coût du câble d'acier en résistance à la traction, en forme, en allongement et autres exigences.
Éteindre: le fil d'acier traité thermiquement est refroidi à haute température et le procédé d'éteinte à la vapeur d'eau est utilisé pour obtenir une résistance élevée et une structure sostenitique en forme.
Le décapage: éliminer tous les oxydes et résidus sur la surface du fil d'acier, et la surface propre est propice à une couverture uniforme du revêtement arrière.
Plaquage au cuivre: une couche de cuivre est placée uniformément sur la surface du fil d'acier, de sorte que le laiton qui en résulte est propice au dessin.
Plaquage au zinc: dépôt de zinc métallique sur la surface du fil d'acier.
Résultats: la méthode du chauffage à fréquence intermédiaire fait diffuser les couches de cuivre et de zinc du fil d'acier pour obtenir du laiton.L'effet du recuit à fréquence intermédiaire est d'élever la surface du fil d'acier à une certaine température pour que le zinc et le cuivre se diffusent mutuellement.
Lavage à l'acide phosphorique: éliminer l'oxyde de zinc produit sur la surface du fil d'acier dans la phase de diffusion thermique à fréquence intermédiaire, qui est dure et pas facile à déformer.Trop d'oxyde de zinc conduira à des fils cassés dans le processus de dessin humide.



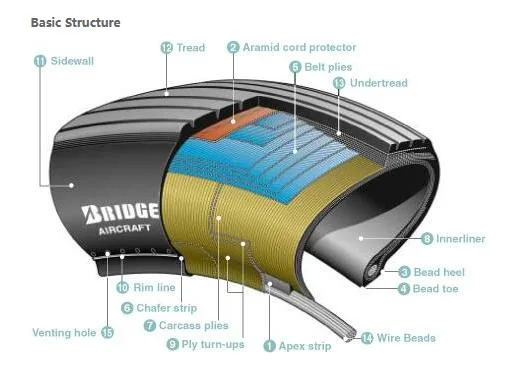
4.Application du produit
Meridien du pneu, fil d'acier de coupe, barre de diamants, fil de tuyau, etc.

5Nos services
Afin de garantir que les clients sont en mesure d'utiliser pleinement la machine, si le client a besoin, nous pouvons aider la formation du client, comprend:
(1) Mode de fonctionnement correct
(2) Correctement entretenu
(3) Contrôle technologique correct des procédés
4) Résoudre un problème simple
Toutes les machines de galvanoplastie de notre société ont déjà été largement utilisées dans le domaine du galvanoplastie.
En cas de doute, veuillez nous contacter.
Personne à contacter: Mrs. YeGuiFeng
Téléphone: +86 85778256
Télécopieur: 86-571-85778267







